Ce que vous devez savoir sur l’enlèvement de soudure acier
- La zone affectée thermiquement (ZAT) s’étend jusqu’à 10 mm de chaque côté du cordon et fragilise le métal
- La découpe plasma réduit la ZAT de 40 à 60% par rapport au chalumeau traditionnel
- Une accumulation de chaleur supérieure à 600°C sur l’acier fin (moins de 2 mm) provoque une déformation irréversible
- Les résidus de métal projetés par une meuleuse atteignent 300 km/h : l’équipement de protection est obligatoire
- Enlever une soudure sans casse, c’est 80% de méthode et 20% d’outillage
Un cordon de soudure mal positionné, une pièce à démonter, une réparation à refaire : enlever une soudure acier est une opération que beaucoup sous-estiment. On croit que c’est simple, on sort la meuleuse, on attaque… et on abîme la pièce. Je l’ai vu des dizaines de fois sur des chantiers.
La bonne nouvelle, c’est qu’il existe plusieurs techniques adaptées à chaque situation. La mauvaise, c’est que choisir la mauvaise méthode coûte cher : déformation de la pièce, métal fragilisé, heures de reprise inutiles.
Voici ce que j’utilise sur le terrain, ce qui fonctionne vraiment, et ce qu’il faut absolument éviter.
Pourquoi enlever une soudure acier est plus délicat qu’il n’y paraît ?
L’acier soudé n’est pas simplement « collé ». La chaleur a modifié la structure du métal autour du cordon de soudure. On appelle ça la zone affectée thermiquement (ZAT). Dans cette zone, le métal a perdu une partie de ses propriétés d’origine.
Intervenir sans méthode dans cette zone, c’est risquer de fragiliser l’ensemble. Sur une soudure MIG/TIG, le métal d’apport est souvent plus dur que la pièce de base. Attaquer brutalement crée des contraintes mécaniques importantes.
⚠️ La zone affectée thermiquement peut s’étendre jusqu’à 10 mm de chaque côté du cordon. Travailler sans tenir compte de cette réalité, c’est programmer une casse future.
Quels outils pour enlever une soudure acier ?
Le choix de l’outil dépend de l’épaisseur du métal, de l’accessibilité et du résultat attendu. Voici les options réelles, sans fioritures.
La meuleuse d’angle : l’outil de base
La meuleuse d’angle reste l’outil le plus utilisé pour l’ébarbage de cordons. Avec un disque à tronçonner ou un disque à lamelles, on arase le cordon progressivement. Ça reste la méthode la plus accessible sur un chantier.
Deux règles absolues : ne jamais appuyer fort sur la meuleuse et travailler par passes successives. La chaleur dégagée peut aggraver la déformation de la pièce si on reste trop longtemps au même endroit.
Le burin et marteau à piquer
Pour les résidus de métal ou les projections autour du cordon, le burin et marteau à piquer font le travail. C’est bruyant, physique, mais précis sur les petites zones. Sur des soudures de tuyauterie ou de charpente, cette technique reste très utilisée.
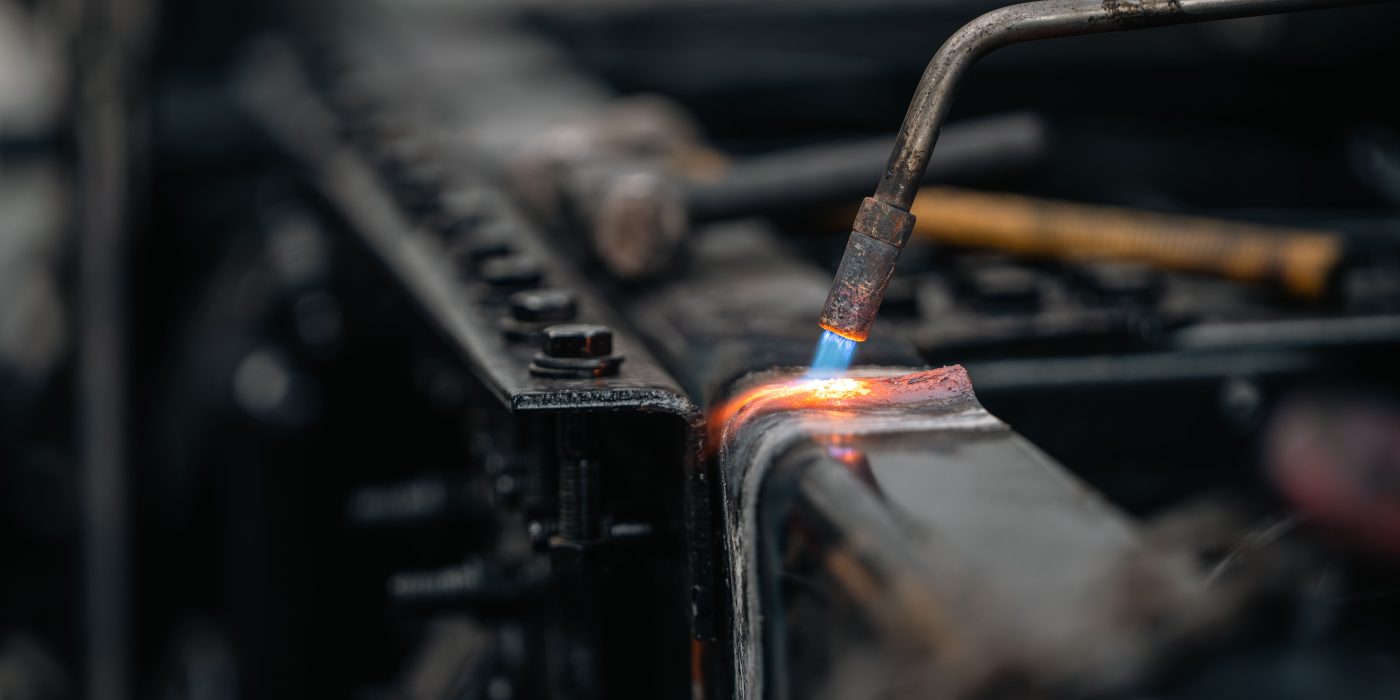
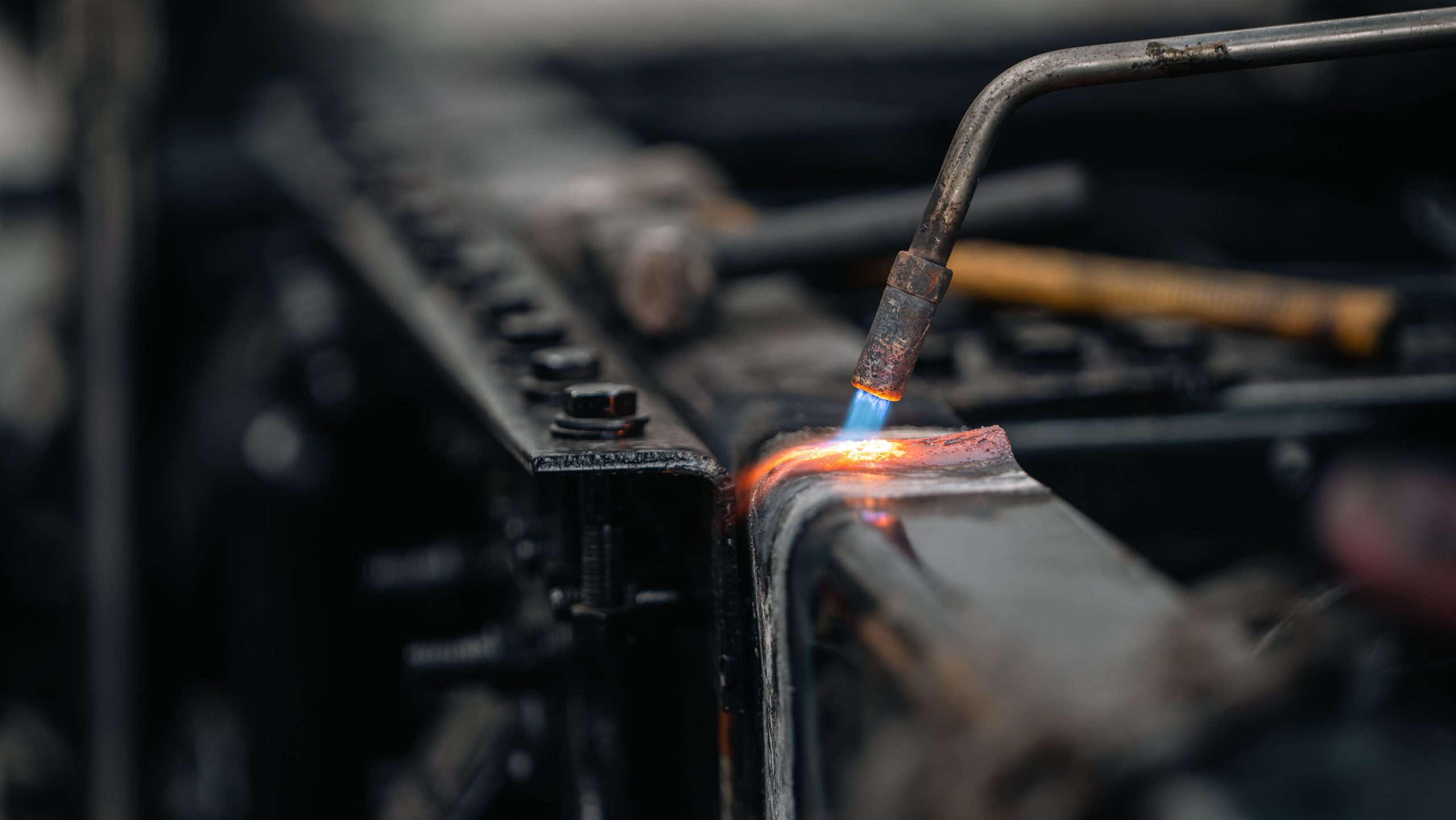
Le chalumeau oxyacétylénique
Le chalumeau oxyacétylénique permet un décapage thermique ciblé. On chauffe le cordon pour le ramollir et on le retire mécaniquement ensuite. Attention : cette méthode est réservée aux pièces épaisses. Sur du métal fin, la déformation est quasi inévitable.
La découpe plasma
La découpe plasma est la méthode la plus rapide et la plus nette. Elle convient aux soudures sur des assemblages lourds, des charpentes métalliques ou des structures industrielles. Le coût de l’équipement reste élevé – c’est un outil de professionnel.
💡 Sur de l’acier fin (moins de 3 mm), la découpe plasma réduit la zone affectée thermiquement de 40 à 60 % par rapport au chalumeau. La précision du trait de coupe est sans comparaison.
Cas particulier : comment enlever une brasure ou une soudure tendre ?

Certaines situations demandent une approche différente des méthodes vues précédemment.
Une brasure tendre (étain, alliage plomb-étain) fond entre 180 et 250°C. Un simple fer à souder ou un décapeur thermique suffit à la ramollir. La tresse à dessouder absorbe ensuite le métal en fusion par capillarité. Propre, rapide, sans abîmer la pièce.
Marge de température à respecter : ne pas dépasser 300°C sur une brasure tendre. Au-delà, on oxyde le métal de base inutilement.
- Chaleur douce au décapeur thermique ou fer à souder
- Application de la tresse à dessouder sur le cordon chaud
- Absorption du métal fondu par capillarité
- Nettoyage des résidus de métal avec un chiffon propre
Comment choisir la bonne méthode selon votre situation ?
Voici un récapitulatif que j’utilise pour décider rapidement sur le terrain :
| Situation | Méthode recommandée | Risque principal |
|---|---|---|
| Soudure MIG/TIG sur acier épais | Meuleuse d’angle + disque à lamelles | Surchauffe locale |
| Charpente métallique lourde | Découpe plasma | Coût élevé |
| Petits cordons, projections | Burin et marteau à piquer | Précision limitée |
| Acier épais, zone difficile | Chalumeau oxyacétylénique | Déformation sur métal fin |
| Brasure tendre (électronique, plomberie) | Tresse à dessouder | Surchauffe du composant |
Les erreurs qui coûtent cher – et comment les éviter

Meuleuse trop appuyée, mauvais disque : les erreurs arrivent vite sur ce type d’opération.
La première erreur que je vois systématiquement : utiliser un disque à tronçonner pour l’ébarbage de finition. Un disque à tronçonner découpe, il n’arase pas. Pour finir un cordon proprement, prenez un disque à lamelles grain 40 ou 60. La différence de résultat est flagrante !
La deuxième erreur : négliger la déformation de la pièce par accumulation de chaleur. Travaillez par passes de 10 secondes maximum. Laissez refroidir entre chaque passe. Sur de l’acier fin, une surchauffe de quelques secondes déforme la pièce définitivement.
🔥 Sur de l’acier de moins de 2 mm d’épaisseur, une accumulation de chaleur supérieure à 600°C dans la ZAT peut provoquer une déformation irréversible. Impossible à rattraper sans refaçonnage complet.
Les équipements de protection individuelle : pas de compromis possible
Avant de parler technique, les équipements de protection individuelle (EPI) ne sont pas optionnels. Jamais.
- Masque de protection pour les projections (meuleuse, plasma)
- Gants anti-chaleur adaptés à la température de travail
- Lunettes ou écran facial résistants aux projections métalliques
- Vêtements en coton ou combinaison ignifugée pour le travail au chalumeau
Les résidus de métal projetés par une meuleuse d’angle atteignent 300 km/h. Une paire de lunettes de chantier standard ne suffit pas ! Equipez-vous d’un écran facial homologué EN 166.
Pour résumer ce qu’il faut retenir : choisir le bon outil selon l’épaisseur du métal, travailler par passes courtes pour limiter la chaleur dans la zone affectée thermiquement, et utiliser la tresse à dessouder dès qu’il s’agit d’une brasure tendre. Enlever une soudure acier sans casse, c’est 80% de méthode et 20% d’outillage. Prenez le temps de choisir votre approche avant de toucher à la pièce.


